咨詢熱線
15201503266,15201603266,全國熱線:400-008-2003

第一條 實施食品生產許可管理的預制調理肉制品,是指單獨以畜禽產品為主要原料,經分割、修整等處理后,根據調理主要原料的口味、感官、性狀等需要,添加調味品、食品添加劑等配料(或不經調理直接加工),經相關工藝(預熟或不經預熟)加工制作,在低溫條件下貯存、運輸、銷售,食用前需熟制的預制調理肉制品。
預制調理肉制品生產許可類別編號0403,包括:冷藏預制調理肉制品和冷凍預制調理肉制品。此類別不允許分裝。
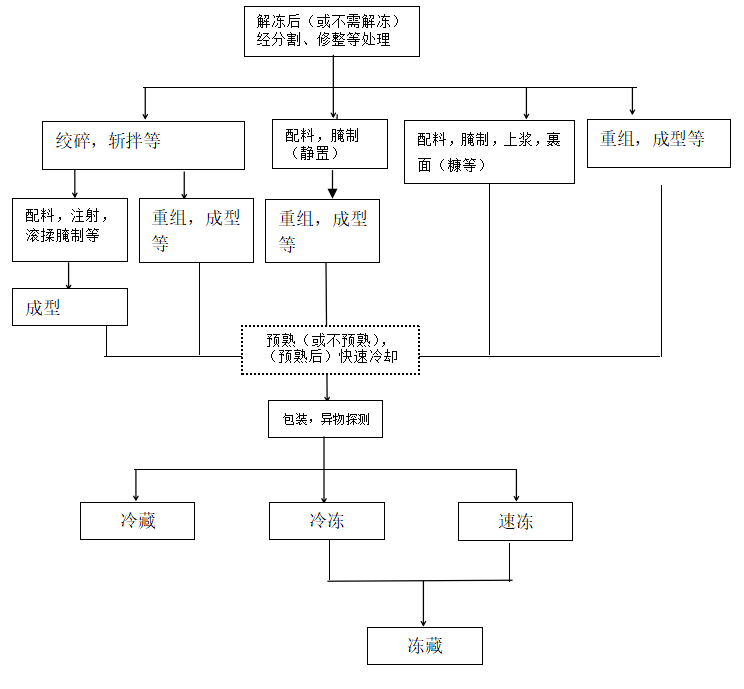
第二條 主要工藝流程如下:(僅供參考,以企業具體流程為準)
第三條 產品標準
產品企業標準包括但不限于:(3.2.1,3.2.2)
定義;工藝流程描述和技術要求;原輔料要求;感官要求;理化指標(過氧化值限量等);微生物指標;污染物限量;食品添加劑(應符合GB2760關于“調理肉制品”的規定);出廠檢驗項目等。
企業應結合產品工藝,進行危害分析,針對顯著危害,對原料質量、加工過程中的溫度控制、添加劑的使用、異物探測等食品安全關鍵環節進行控制。
第四條 預制調理肉制品中的顯著危害包括:
1.化學污染:(1)原料和食品添加劑(主要來源 ):污染物,獸藥殘留,農藥殘留;超范圍、超限量使用食品添加劑。(2)其他來源:非食用化學物質(清潔消毒劑,殺蟲劑,實驗試劑,機械設備潤滑劑等);包裝遷移等。
2.物理污染:如原料不清潔或外來異物等。
3.生物污染:如致病菌、腐敗菌等。
企業應當建立完善危害分析,明確工藝流程和工藝參數,設立相應控制措施,制定制度、方案、計劃、作業指導書等文件(操作性前提方案),對關鍵控制點應制定關鍵限值;并為保證各項措施得以落實,設置必要的監視測量方法和記錄。
第五條 原料控制
畜禽產品原料應符合相應國家標準或行業標準規定。鮮(凍)畜禽產品應符合GB2707的規定,原料肉污染物限量應符合《食品安全國家標準 食品中污染物限量》(GB2762)的規定,農藥殘留量應符合《食品安全國家標準 食品中農藥最大殘留限量》(GB2763)的規定,獸藥殘留量應符合《食品中獸藥最大殘留限量》(GB31650)的規定。食品添加劑應按照《食品安全國家標準 食品添加劑使用標準》(GB2760)規定使用。加工用水應符合《生活飲用水衛生標準》(GB5749)的規定。
企業應按照相關食品安全國家標準對產品配方進行核準,并明確提供產品配方,包括主要原料、輔料、添加劑等。(3.2.2)
1.畜禽產品原料采購及進貨查驗(5.1)
(1) 應建立供應商評價和退出機制,對供應商的食品安全狀況等進行評價,將符合食品安全管理要求的列入供應商名錄,及時更換不符合要求的供應商。
(2) 進口原料肉供應商應選擇海關總署發布的《進口肉類境外生產企業注冊名單》以及隨時更新的《符合評估審查要求的國家或地區輸華肉類產品名單》中的企業進貨,并隨時關注原料肉境外供應商或屠宰加工廠有無爆發疫情,保證原料肉符合要求。
(3) 使用進口來源的原料肉生產企業,除應當向供貨商索取海關檢驗檢疫證明文件外,還應當索取本批次貨物《核酸檢測合格證明》,并按照我國食品安全國家標準要求的項目,索取該種原料的型式檢驗報告。
(4) 國產來源的原料肉,必須符合我國有關衛生標準或規定,必須附有《動物檢疫合格證明》及檢驗合格證,出廠檢驗報告,依據食品安全國家標準的型式檢驗報告,針對豬肉類原料,還應索取非洲豬瘟病毒核酸檢測陰性證明 。
(5) 肉制品生產企業應執行嚴格的進貨查驗制度,索證索票,保證銷售產品來源可查。索取并查驗供應商相關證件(如:生產許可證、經營許可證、進口食品許可證)。供應商不能提供目的地為生產企業的《動物檢疫合格證明》或者非出入境檢驗檢疫衛生證明文件的“收貨人”的,還應當提供供貨商購買肉類原料的票據,以間接追溯肉類原料來源。
(6) 對供應商無法提供合格證明的食品原料,生產企業應當按照食品安全國家標準進行檢驗。
(7)監測不同來源肉類原料的致病菌污染水平:《食品安全國家標準 食品中致病菌限量》2.1要求,無論是否規定致病菌限量,食品生產、加工、經營者均應采取控制措施,盡可能降低食品中的致病菌含量水平及導致風險的可能性。據此,評價來源于不同屠宰企業的肉類原料的致病菌水平,可作為評價供貨方食品安全管理能力的參考因素之一。
2.食品添加劑(3.2.2)
應按照《食品安全國家標準 食品添加劑使用標準》(GB 2760)規定“調理肉制品”可使用的添加劑品種和限量使用,禁止超范圍、超標準使用食品添加劑。使用復配添加劑的,配料中有GB 2760規定了使用范圍和限量的添加劑的,應索取這些配料的添加量,防止超范圍,超限量使用食品添加劑。食品添加劑的貯存和使用應建立專門制度,并有專人管理。
3.生產加工用水和冰(2.2.1)
加工用水(包括直接用于產品加工制作的水,和用于清洗食品加工區、設備和工器具和員工洗手的水)應符合《生活飲用水衛生標準》(GB 5749)的規定,水質達不到要求時應采取其他有效的水質處理措施。
(1) 生產用水監測:
無論使用集中供水還是自行制備生產用水,均應對進入生產環節的用水定期完成對感官、余氯、細菌總數,大腸菌群等指標的進行日常監測,每月不少于1次。
(2) 生產過程中水和冰的安全控制
① 當生產用水和制備的生產用冰在生產場所貯存或運送、分配使用時,應采取防護措施避免污染。不能每日更新生產用冰的,生產企業應在生產前監控生產用冰的微生物狀況,防止其污染產品;生產企業應定期對制冰機儲冰箱進行清潔消毒;
② 當水源發生污染時,應立即排查被不清潔的水污染過的食品,并集中處置。
③ 應對生產用水的貯水罐、供水管和水龍頭進行標識。
4.生產用油
不得使用回收油脂,原料及煎炸過程用油應符合《食品安全國家標準 植物油》(GB 2716-2018)。
5.其他配料和包裝材料必須符合相應的食品安全國家標準及有關規定,并按照《食品安全法》第五十條的規定進行進貨查驗。
1. 冷凍原料解凍時,應在能防止其質量下降或遭受污染、引起微生物生長或毒素形成的條件下進行。盡量使冷凍原料在內外均勻的溫度下回溫或解凍,避免原料肉表面溫度和中心溫度的溫差過大。企業應依據解凍方式、解凍溫度、原料體積、質量等具體因素確定解凍的具體時長和解凍終結時原料中心溫度(最高不應超過4℃)。
2. 原料肉應在緩沖區脫外包進入生產區域前,對內包裝表面進行消毒。
3. 脫去的包裝物應置于專用垃圾裝置并及時清運,不得在車間內存放。
4. 采用空氣中自然解凍時,原料堆放時應有合理間隔,以允許良好的空氣循環。應采取措施收集排放解凍水,防止交叉污染。解凍環境溫度應控制在0~10℃之間;如果環境溫度超過10℃:則要求產品(溫度最高的點)不得超過7℃,此種情況下,應使用自動裝置持續監測產品(溫度最高的點)溫度,并對環境溫度進行監測并記錄;
5. 采用常壓水解凍時,解凍水不得重復使用,水溫不應超過10℃,水量應保證充分沒過原料肉,流水解凍的,解凍池內應有足夠空間,在每個產品周圍形成有效循環。解凍全程,產品(溫度最高的點)不得超過7℃,應有產品表面溫度監控和報警設施,并規定升溫報警時應采取的降溫措施,溫度測量裝置數量和測量點位應與解凍池容積相適應。不同種類的原料不得同時放在同一容器中解凍,避免交叉污染。
6. 采用其他方式解凍時,應持續監測產品(溫度最高的點)溫度,使之始終不超過7℃。
7. 原料中心溫度達到4℃或企業規定的解凍評價標準(產品中心溫度不高于4℃)時,應結束解凍,并及時進入加工環節,如不能及時進行加工,應在冷藏條件下暫存。不得超過36小時。
為防止或減少微生物污染,須根據食品安全相關標準、產品特點和工藝要求,控制各環節的產品溫度以及加工時間。
1.原料貯存溫度:以冷藏畜禽產品為原料的,須在6小時內進行加工,不能及時進行加工的,冷藏時間不得超過3天,冷藏庫溫度應不高于4℃,且不應導致產品凍結。以冷凍畜禽產品為原料的,貯存條件應控制在-18℃以下。若加工不能持續進行,半成品制成后,應放入專用冷藏庫內,貯存時間不宜超過36小時。
2.調理過程溫度:攪拌/滾揉結束時的肉溫應在12℃以下;整體預制過程中產品中心溫度均不應超過12℃(需預加熱產品除外);腌制(靜置)結束時的肉中心溫度溫不應超過4℃;有加熱預熟工序的,要求在2小時內將產品中心溫度冷卻至10℃以下;所有產品包裝前,中心溫度不超過4℃。腌制(靜置)工序環境溫度不超過4℃,內包裝間的溫度不應高于12℃。應盡快對產品進行包裝和異物探測,在進入冷凍,速凍工序或直接冷藏前,盡量將產品中心溫度的升高幅度控制在1℃以下。
3.冷凍和速凍工藝溫度:冷凍設備設施應具備在48小時內使肉的中心溫度達到-15℃以下的能力,并最終在-18℃條件下貯存。速凍設備要求在-30℃--40℃的裝置中,在30分鐘內通過最大冰晶生成帶時,使食品中心溫度從-1℃降到-5℃,且速凍后的食品中心溫度必須達到-18℃以下。
4.運輸溫度:冷藏預制調理肉制品運輸期間箱體內溫度應不高于4℃,且不應導致產品凍結。冷凍(含速凍工藝)預制調理肉制品運輸期間箱體內溫度應控制在-12℃以下,裝卸后應盡快降至-18℃或以下。
第八條 環境衛生控制(1.2.2,1.3.1,2.2.2,2.2.3)
企業應建立衛生管理制度。包括食品加工人員和食品生產衛生管理制度、關鍵控制環節的衛生監控制度、清潔消毒制度和清潔消毒用具管理制度、工作服清洗保潔制度。保證生產場所、生產設備、包裝容器、工作服和人員的清潔衛生和安全,防止產品在生產過程中被污染。宜按照《食品安全國家標準 食品生產通用衛生規范》(GB 14881)及車間環境控制要求,合理設置衛生監控要求,必要時應設置致病菌監測指標。
清潔消毒制度應包括與食品安全相關的設備設施、管道、工器具、包材表面等食品接觸面,生產車間地面、墻壁和頂棚,排水設施,通風換氣設施,更衣室,衛生間,庫房的清潔消毒頻率,清潔劑和消毒劑濃度,清潔方法,消毒方式和作用時間等內容。清潔和消毒措施應經確認有效,并形成文件化程序和記錄。(肉制品生產企業清潔消毒方案示例:附件1)
工服清潔保潔制度應以避免交叉污染為核心,明確工服、鞋靴更換、清潔、消毒頻率,清潔消毒方式,不同潔凈度區域的工服鞋靴區分管理措施,潔凈工服、鞋靴的存放、分發方式等。
人員衛生清潔操作要求。(示例:附件2)。
蟲害控制措施:應在主要蟲害分析的基礎上,既要防止外部蟲害進入,又要充分排查廠區內部(如排水設施)孳生的蟲害,采取有效措施防控,并控制殺蟲劑等化學危害。
按照過敏原管理的要求,在更換產品品種,特別是更換不同種類的肉類原料前,應徹底清潔并驗證。
第九條 保質期
企業應當對食品進行貯存極限狀態下的質量穩定性檢驗或破壞性實驗,以確定食品能夠在標示的貯存條件下,符合質量標準的各項要求。
首先,為了解產品受到生物污染的基礎水平,以便為開展保質期研究提供參考,同時也為避免發生與預期用途有關的不良健康影響(預期用途應包括:終產品合理的預期處理,和終產品非預期但可能發生的錯誤處置和誤用),建議對產品微生物指標進行監測,確定合理限值,有能力的企業還應對致病菌進行監測,排查主要致病菌種類,并確定其在終產品中的合理限值。
在確定保質期時,應參考以下因素:
1.質地、氣味、味道或外觀的變化與產品中微生物生長程度的對應關系;(一些食品在儲存過程中支持致病菌和腐敗菌的生長,如致病菌在食品被明顯破壞之前已經達到不安全的水平,應確定微生物的不安全指標,并依據到達該水平的日期確定保質期;一些食品則主要支持腐敗菌生長,在致病菌達到不安全水平之前,食品會明顯變質,應以開始出現變質現象的日期確定保質期)
2.產品水活度和PH值對微生物生長的促進作用;
3.貯存溫度對微生物生長的抑制程度;(例如冷藏對微生物的抑制程度小于凍藏;嗜冷菌數量和種類)
4.不能持續保持貯存條件時對產品安全性的影響;(如自動除霜的凍庫設置引起凍藏溫度經常大幅波動導致冷凍類產品重結晶,食品內部冰結晶長大,破壞食品內部組織結構,增加產品在終端解凍環節的微生物內生風險)
5.生產工藝對微生物的影響;(例如:肉被絞碎后由于表面積增大,表面能增加,為低溫好氧腐敗性微生物提供了生長條件;添加大豆蛋白的絞碎肉、漢堡肉等腐敗速度比不加大豆蛋白更快。)
6.使用食品添加劑防腐對微生物的抑制作用;
7.原料對微生物的影響;(如:從屠宰環節攜帶的致病菌或腐敗微生物,脂肪含量高的原料中可能存在的淋巴結攜帶大量微生物可能污染同批絞碎的肉,并對設備造成污染)
8.包裝形式對產品品質的影響等;(如氣調包裝、真空包裝等)
9.其他可能對產品保質期有影響的因素。
第十條 包裝標簽
標簽標識應符合GB7718的要求,必須包括以下內容:
1.明示“本品加工過程未經完全熟制,不可直接食用,食用前須經加熱熟制”,建議寫明加熱溫度和時間。
2.產品名稱應明示“預制調理肉制品”的真實屬性,例如:如采用重組、拼接等重新成型的工藝,則不應聲稱“原切”、“天然”等屬性。
3.明確規定貯存條件和保質期。冷藏預制調理肉制品貯存溫度不高于4℃,冷凍(含速凍)預制調理肉制品貯存溫度為-18℃或以下。
第十一條 文件和記錄
(一)危害分析
1.危害識別:識別并記錄與產品類別、過程類別和過程環境相關的所有合理預期發生的食品安全危害并確定可接受水平
2.危害評估:組織應對每種已識別的食品安全危害進行危害評估,以確定其預防或降低至可接受的水平是否是必須的。
3.選擇控制措施:基于危害評估,選擇適宜的控制措施或控制措施組合,以預防或降低所是被的顯著食品安全危害至規定的可接受水平。將選擇的控制措施分為操作性前提方案(OPRP)或關鍵控制點(CCP)。
4.確認控制措施:確認所選擇的控制措施或控制措施組合能夠實現對顯著食品安全危害的預期控制;并保存確認控制措施能夠實現預期控制能力的證據。
5.危害控制計劃
(二)管理制度:1. 從業人員食品安全培訓制度,2. 從業人員健康管理制度,3. 原輔材料、包裝材料采購查驗管理制度,4. 食品添加劑管理制度,5. 設備管理制度,6. 衛生管理制度,7. 食品檢驗管理制度,8. 食品出廠登記制度,9. 食品包裝儲存運輸管理制度,10. 不合格品管理制度,11.問題食品召回管理制度,12.質量投訴處理制度,13.重要情況報告制度,14.食品安全檔案管理制度,15.食品(配方)安全風險評估制度,16.食品安全責任制度,17.食品安全監督考核制度,18.食品安全管理員、檢驗員管理制度等。
(三)生產過程記錄(5.2,5.3)
1.進貨驗收記錄:包括但不限于:產品名稱,生產日期或批號,生產企業或供應商名稱,數量,進貨日期,進貨查驗情況等;
2.原料入出庫記錄:原料入出庫日期,入出庫數量,庫存數量,保質期等;
3.投料記錄:原料名稱,生產日期或批號,生產企業或供應商名稱,使用數量,投料日期等;
4.添加劑購進、入庫、領用、稱量、使用記錄等;
5.冷凍肉原料解凍記錄:包括解凍起止時間,環境溫度或解凍水溫度監測,和/或原料表面(溫度最高點)溫度監測等;
6.調理過程記錄;包括各個環節的起止時間,中心溫度監測等;
7.包裝記錄:產品名稱,包裝數量,包裝起止時間,包裝終了中心溫度監測等;
8.異物探測記錄:異物探測開機測試記錄,產品名稱,探測數量,探測起始時間等;
9.冷凍或速凍過程記錄:產品名稱,數量,冷凍或速凍起止時間,中心溫度監測等;
10.出廠檢驗記錄
11.銷售記錄:產品名稱,生產日期,銷售數量,客戶名稱,銷售日期等
12.運輸記錄:產品名稱,生產日期,運輸過程溫度,起止時間,目的地,交接數量,接貨人簽字等
(四)廠房設施:
1.廠區平面圖
2.車間布局圖
3.人員和物料流向圖
4.通風設施流向圖
5.排水流向圖
6.廠區設施維護巡檢記錄
(五)化學品控制:
1.化學品清單(清潔、消毒劑,檢驗試劑,蟲害藥劑等);
2.洗滌劑、消毒劑領用、使用記錄等
(六)工器具和設備設施管理:
1.設備布局圖
2.工器具清單(或圖譜)、用途、使用區域和清潔度(色標)分級
3.車間、(冷藏、冷凍、速凍)庫房等設施溫濕度監測記錄
4.生產設備維護保養記錄(如熱力殺菌設備的熱分布測試,蒸汽冷卻設備)
5.開機檢查記錄(或視頻監控)
(七)清潔消毒
1.清潔消毒方案(或計劃)
2.清潔消毒作業指導書
3.清潔消毒記錄;
4.消毒液濃度監測記錄
5.清潔水PH值檢測記錄;
6.班前衛生檢查表;
(八)蟲害控制:
1.主要蟲害分析
2.蟲害控制點布局圖
3.布控點使用蟲害控制化學品清單(點位、化學品名稱、數量)
4.蟲害控制檢查記錄(自查或第三方)
(九)測量設備檢定或校準:
1.需要校準的設備清單:溫度測量/記錄裝置,定時裝置,溫度控制裝置,金屬探測器,水分活度計,濕度測量裝置,pH計,植物油極性組分測量設備,及其他控制、測量設備。
2.需要檢定的設備清單:天平(砝碼);標準溫度計(檢定范圍應覆蓋被測量(或校準)設備應達到的溫度范圍),壓力儀表,以及其他要求強制檢定的設備。
3.檢定報告;
4.校準計劃(校準周期、標識)及記錄(校準設備名稱、校準日期、示值誤差等)。
(十)人員健康和衛生規范:
1.直接從事食品生產人員的健康證(如有不適宜直接接觸食品的疾病或傷害,應有治愈的醫療證明)
2.不得直接接觸食品的疾病或傷害清單(制度),
3.人員健康檢查記錄;
4.洗手、更衣、鞋靴消毒等流程和規范
5.工服和工作鞋靴存放、更換、清洗消毒規范
6.工服清潔記錄;
8.訪客登記和健康調查表;
7.更衣設施清潔、消毒和檢查記錄;
(十一)培訓和能力:
1.操作人員培訓(化學品、設備操作、清潔消毒、食品制作、原料驗收、人員衛生規范等)
2.品控和檢驗人員培訓
3.考試記錄等
(十二)原料(包材等)資質審核:(5.1)
1.供應商清單及生產經營許可
2.原料清單及特性描述(執行標準,生物、化學、物理特性等)
3.原料(包材等)進貨驗收合格標準
3.檢驗報告(批檢報告、型式檢驗報告)
6.涉水產品衛生批件;
7.食品內包材、手套等防護用品、設施設備等食品接觸面的供方資質和檢驗報告等
(十三)過敏原管理(致敏源成分GB/T 23779-2009)
1.致敏源排查(可納入原料特性描述)
2.共線產品配方及致敏源物質清單
3.推薦在標簽標識樣稿中加入致敏源內容
4.更換品種清場驗證記錄
(十四)標簽(執行GB 7718)
(十五)事故處置:
1.食品召回記錄
2.不合格食品(原輔料、半成品、成品)清單、評估及處置記錄
4.事故處置和報告記錄
5.客戶投訴記錄
6.食品安全應急演練記錄
7.不合格原因(風險隱患)排查記錄
8.不合格報告等
(十六)自查和驗證
1.食品安全自查記錄(巡檢、內部審核、倒查追溯等)
2.食品接觸面微生物監測計劃(衛生手或手套、工器具、設備表面圍裙套袖等點位、頻率、項目等)和記錄;
3.環境微生物監測計劃(點位、頻率、項目等)和記錄
4.生產用水和冰監測計劃(生產用水點位圖,監測項目,數值,監測頻率等)和記錄,定期生產用水水質全項檢驗報告:
5.設備設施清潔程度及冷凝水(可能產生冷凝水的點位,是否需要采取相應防護措施等)等影響因素巡檢情況
6. 生產過程巡查記錄(如:解凍水溫度監測,速凍溫度監測等)
企業應滿足《食品安全國家標準 食品生產通用衛生規范》(GB 14881),以避免交叉污染為原則,合理劃分生產區域,進行設備布局,并按照工藝和衛生要求配備必要的設施設備。
第十二條 預制調理肉制品生產場所一般應具有原料處理區、配料區、加工區、包裝區及倉庫區等場所。以上加工場所可根據企業產品特點及工藝需求劃分。
第十三條 生產車間應根據生產流程及衛生要求,合理布局。同時應根據產品特點、生產工藝、生產特性以及生產過程對清潔程度的要求合理劃分作業區,并采取有效分離或分隔,防止交叉污染,生產區依其清潔度要求一般分為:一般作業區(原料庫、包裝材料庫、成品庫、外包裝車間等)、準清潔作業區(原料處理區、配料、加工、內包裝車間)。應避免加熱預熟區域對其他作業區域產生溫度影響,導致產品加工過程中的中心溫度過高(中心溫度和環境溫度要求參考第七條)。(1.2.1)
車間布局應避免一般作業區與準清潔作業區的交叉污染,如車間布局無法滿足要求,應有單獨的出入口進出準清潔作業區。
同時生產可即食食品的,僅非即食生料處理區域可與預制調理肉制品的生產區域交叉或共用,(生產可即食食品的)原料進入熟制或清洗消毒步驟后的區域,不可與預制調理肉制品的生產區域交叉或共用。
第十四條 生產場所或生產車間入口處應設置更衣室,應有更換鞋靴及工作鞋靴消毒的設施。應根據作業區域的劃分,食品加工人員按照本區域要求穿著工作服,佩戴手套、工作帽、口罩,穿著工作靴。更衣室應保證工作服與個人服裝及其他物品分開放置。應配置足夠數量的非手動式洗手消毒設施,并能提供充足的溫(熱)水。在臨近洗手(消毒)設施的顯著位置標示洗手消毒流程。(2.5)
生產車間應設置工器具清洗間,不同清潔要求的生產區的工器具應能清楚區分,工器具存放應按潔凈要求設置存放物架,分別存放,避免交叉污染。(2.3)
配備必要的清潔消毒設施和蟲害控制設施等。(1.2.2,2.3)
第十五條 應根據預制調理肉制品的生產工藝要求,配備相應的生產加工設備。生產過程中可能涉及的生產設備和設施應根據實際工藝需要配備,一般包括:原料前處理、調理加工設備及設施,如解凍機、解凍池、絞肉機、斬拌機、鹽水注射機、滾揉機、拌餡機、切丁機、切片機、制冰機等,配料設備、包裝設備、金屬(或異物)檢測設備,必要的環境溫控設施設備,有速凍工藝的應有速凍設備,有加熱工藝的還應有加熱設備,需要對生產用水進行凈化處理的,還應有水處理設備。原料肉、半成品、裸露成品周轉用容器,宜采用不銹鋼等材質,避免破損導致的物理性風險。(2.1.1,2.1.2)
第十六條 現場核查時應根據企業提交的工藝流程,按照實際工藝流程核查相應的設備。
第十七條 所有設備應滿足工藝需求,合理布局,有序排列,便于清洗、消毒,避免交叉污染。配料計量稱重設備(電子秤、臺秤)應定期校準。金屬檢測設備應具備在線檢測能力。在現場核查中,具備多功能的綜合性設備(設施),只要滿足加工工藝要求,可視為多臺相關功能設備。(3.1)
第十八條 企業應根據相關標準規定,具備滿足原料、半成品、成品檢驗所需的檢驗設備及設施。檢驗儀器設備應定期校準。
第十九條 企業應在執行《食品生產通用衛生規范》(GB14881)的基礎上,按照本指南提出的過程控制和生產條件要求,組織預制調理肉制品生產,鼓勵企業自行建立嚴于本指南的控制體系。如不能達到本指南的要求,應提交相應研究數據,以證明可以達到控制顯著危害的目標。
第二十條 本指南可能根據相關食品安全國家標準及其他法律法規規章等文件的修訂進行調整。
第二十一條 新冠病毒疫情防控工作參照國務院應對新型冠狀病毒肺炎疫情聯防聯控機制綜合組發布的《冷鏈食品生產經營新冠病毒防控技術指南》、《冷鏈食品生產經營過程新冠病毒防控消毒技術指南》,和《肉類加工企業新冠肺炎疫情防控指南》的要求執行。
第二十二條 本指南自發布之日起試行,試行期限2年,2年后如不廢止則繼續實施。
附件1
肉制品生產企業清潔消毒方案(推薦示例)
1.范圍
本方案討論確保廠房內部所有領域,設施和設備保持衛生和消毒狀況的要求和程序。
本方案控制的危險源概述如下。
|
來源 |
危害舉例 |
|
設施和設備 |
致病菌(例如:李斯特菌,大腸埃希氏菌等) |
|
廢棄物 |
致病菌(例如:大腸埃希氏菌,沙門氏菌等) |
|
清潔化學用品 |
化學污染殘留 |
|
清潔用具(如:拖把,抹布) |
致病菌(例如:李斯特菌,大腸埃希氏菌等) |
2 控制措施
2.1 制定清潔方案
2.1.2 方案必須包括以下內容
? 需要清潔的區域和設備
? 所有清潔和消毒操作的程序和
工作說明,包括如何拆卸和重新組裝設備的說明
2.1.1 操作人員必須為加工區域、儲存區域、冷凍和冷藏裝置、設備、便利設施和房地外部區域制定和記錄清潔和衛生方案,方案包括以下內容:
·要使用的洗滌劑/消毒劑,其濃度、使用方法和所需的作用時間
· 清潔頻率
· 責任人員
·監測和驗證清潔和衛生程序有效性的方法
·遵守方案的記錄
2.1.3 清潔方案必須與產品類型和加工操作相適應
大多數加工區域需要濕式清潔程序,干式清潔則更適合處理和儲存干料的區域(例如:庫房,干料稱重和批處理區域)。也有要求兩種清潔方式相組合的區域,例如,包裝區域在作業過程中應當保持干燥,但只在加工過程中需要干式清潔,但工作日結束后就需要進行濕式清潔。
2.2 總體清潔程序
2.2.1 清潔必須以防止污染成分、產品、設備和其他產品接觸材料的方式進行,(例如包裝材料);或之前清洗過的區域、設備設施
2.2.2 必須對工人進行有關清潔化學品處理和清潔方案實施的適當培訓
2.2.3 清洗方法必須與要清洗的表面的類型相適應,應考慮要去除的材料的類型和特性
2.2.4 清潔化合物不應污染產品
清潔消毒方式的選擇和清潔劑的選擇取決于以下因素:
a. 表面的類型(例如:金屬,塑料,瓷磚等)
b. 污染的類型(例如:血,蛋白質,脂肪,淀粉類,熟制后食品)
c. 應用的清潔方式
d. 水質(例如:硬水)
e. 水溫(熱水會使血液凝結但會融化脂肪)
f. 清潔所需的時間。
可以通過各種方式清潔如手工清潔(如用手擦),使用高壓水沖洗,泡沫或啫喱,肥皂,和進入內部清潔。 操作人員應向信譽良好的清潔化學品供應商咨詢最合適的洗滌劑和應用方法。
可以使用以下消毒方式:
a. 蒸汽:使用蒸汽進行表面消毒的,應指定作用時間和溫度;
b.熱水:通常適用于刀剪和小型餐具,應制定作用時間和溫度 c. 化學消毒劑:應使用經過批準的消毒劑(例如:氯化物,季銨鹽類化合物)并按照消毒劑生產者推薦的濃度和時間使用。
2.3 班 前 檢 查
2.3.1 須由一名有適當技能考核合格的人員進行設施和設備的作業前檢查,以確保只有在滿足衛生要求的前提下才開始生產
負責操作前檢查的人員應充分了解對清潔方法和評估清潔度的標準。該人員應該能夠評估特定缺陷對產品安全的潛在影響,并對發生的不符合項采取適當的糾正措施。
目視檢查清潔表面是最簡單、快捷的評估清潔度的方法。除目視檢查外,還可以采用其他方式(如:ATP熒光檢測法,快速微生物測試方法)
在操作前檢查中觀察到的缺陷應根據其對產品的污染和對產品安全的潛在影響進行分類或排序。這有助于設置適當的糾正措施。 在肉類工業中,習慣將缺陷分類為:
? 嚴重缺陷:會導致產品直接污染的缺陷(例如:骯臟的食品接觸面;直接在暴露產品或產品接觸面上方的架空結構的冷凝水/凝結物 )
? 主要缺陷:可能導致產品直接或間接污染的缺陷(例如:由工人接觸的臟/污表面,可能導致交叉污染,例如:門把手或設備旋鈕上殘留物積累;接近產品接觸表面的臟表面)
? 輕微缺陷:不太可能導致產品污染的缺陷(例如: 不靠近產品接觸表面的臟表面,不太可能與暴露的產品、產品接觸面,包裝或工人接觸,例如:桌子腿、墻壁或排水溝上的孤立的產品殘留物)
給每個類別確定缺陷分數,分數反映缺陷的嚴重程度,并建立總缺陷分數的限值。然后,可以將所獲得的每日總缺陷分數列表或圖形化,以便易于排查缺陷發生趨勢和重復故障。
2.3.2 制定檢查表,在操作前檢查和糾正措施中對發現的任何缺陷所作的觀察必須予以記錄
2.3.3如果需要立即采取糾正措施(例如:對于關鍵和主要缺陷),必須在操作開始前重新檢查缺陷項目,并且記錄重新檢查的結果。
2.3.4 操作人員必須 對清潔和衛生方案重復失敗的原因進行分析,保證措施有效
2.4 加工區域和設備的濕式清潔
2.4.1 加工區域和設備(干燥區域/設備除外)必須使用有效的清潔和消毒程序進行濕式清洗。
清潔應在完成一天的操作后立即開始,因為污垢時間越長,就越難從設備表面移除。然而,如果操作區域內仍有暴露的食品和包裝材料,就不能開始設施設備的清潔,它們有可能受到清洗過程中產生的飛濺和氣溶膠的污染。
基本的清潔消毒流程包括:
a. 移除全部污染(如:移除殘留物)
b. 用冷水或溫水沖洗該區域(≤ 60°的水防止蛋白質凝固,造成其特別難以去除)
c. 使用洗滌劑溶液或泡沫,將其留在所有表面上,并按照清潔劑制造商指定的使其作用一定時間,
d. 刮掉表面的臟污
e. 用清潔水沖洗洗滌劑溶液,并排水
f. 要去除水垢,需要在沖洗和排水后使用酸性洗滌劑
g.使用化學消毒劑,應按照消毒劑制造商指定的作用時間,使其保留留在所有表面上
h. 用清潔水沖洗化學消毒劑并排干 i. 讓表面和設備干燥。
2.4.2 設施和設備進行濕式清洗用水必須符合生活飲用水的標準。
2.4.3 清潔中可能受到污染的原料,產品包材和其他物料,應當在濕式清潔前從清潔區域移除,并存放到適當地點,或者可以遮蓋保護。
2.4.4地板必須每天沖洗或使用其他有效方法清洗。 水必須全部排除干凈并干燥。
只應使用低至中壓水流沖洗。 高壓沖洗會引起飛濺,并能在一定距離內產生能夠攜帶污染物和微生物氣溶膠 。應收集污水按照環保要求進行處理。
2.4.5 在生產過程中必須保持排水暢通,不妨礙廢水的流干排走。排水裝置應定期清除,以防止堵塞造成廢水淤積在地面以上
2.4.6 排水溝,包括蓋子和篦子,必須每天清洗和消毒
排水溝在每日生產結束后應去除殘留污垢和污水并清潔消毒。至少每周對排水系統進行一次深度清潔,特別是在熟區或即食食品區域的排水設施應增加深度清洗頻率(如每天或隔天),清潔殘留物的水溫應≤ 60℃,防止蛋白質凝固附著;清除排水系附著的油脂等物質建議采用40℃以上熱堿水沖洗,或適合清除堆積殘留物和微生物的清潔劑;直至完全去除篦子、排水溝槽、下水口等處積垢、臟污;消毒可使用82℃以上的熱水沖洗,作用時間不小于2分鐘,或按說明使用消毒劑。
2.4.7 墻壁和門必須每天通過水管沖洗或其他有效手段清潔,以消除任何可見的污染。
采取有規律(例如:每周)的深度清潔(例如:發泡和擦洗)以去除積累的殘留物和微生物。
墻壁和天花板的銜接處,熱處理設備會產生不能通過定期清洗去除的污漬。 污漬可能會使通過視覺評估表面清潔度變得困難,因此可能需要其他手段來證明清潔的有效性(例如:表面微生物測試)。 當表面污斑過于嚴重,應更換。 應考慮如何有效地遏制或排放來自熱處理設備的熱量或蒸汽,以盡量減少墻壁和天花板銜接處的污斑。
2.4.8加工區域的天花板和結構必須定期檢查,并以適當的頻率進行清潔。
任何固定污染源的架空結構都應視為產品接觸表面,并按產品接觸表面所需的頻率進行清洗。
直接在產品上方的廠房結構上的冷凝水被認為是一個關鍵的缺陷,在加工可以繼續之前應該被移除。當問題被修復時,產品應從該區域移除或采取保護措施,必要時,設備和產品接觸表面應在重新開始加工之前進行清潔和消毒。
2.4.9 產品接觸面受到污染或接觸廢物時,包括加工和輸送設備,至少在每個工作日結束時進行清洗 防止以下交叉污染
– 原料和即食食品之間
– 含有不同過敏原物質的產品之間 –
– 被投訴的產品(或不合格品)與合格品之間 – 。
1. 每天必須清洗的加工設備包括:磨床、注射器、絞碎機和攪拌機、填料、切片機 、切割機、水鍋、水冷罐和包裝設備。
2. 每個解凍周期結束后,應將水解凍罐排空并清洗干凈。
3. 滾揉機應每天清洗,如果連續滾揉超過24小時,則每次滾揉后都要清洗
4. 設備或機械(例如:磨床)在白天間歇使用,和/或位于非冷藏室的設備,可能需要更頻繁地清洗,以盡量減少設備上病原微生物的積累 ,因其可能會污染后續批次的產品。
已使用但暫時閑置的設備,如果延遲超過4小時,應在重新使用前進行清洗。 如果設備位于非冷藏室,則可能需要更頻繁的清洗 。
5. 長凳、桌子、推車、架子、框架等在清洗時應特別注意以下區域
a. 桌 面 椅 面 等 平 面 的 下 面
b. (設備)腿
c. 輪 子
d. 會堆積臟污或食物殘渣的地方。
6. 輸送機通常很難清洗,因為(履帶或鏈條的)裂縫是設計的一部分。
輸送機應在清洗前先清除積垢和食物殘渣,然后以低壓沖洗并采用泡沫洗滌劑/消毒劑。 清
洗過程中應特別注意以下區域:
a. 傳送帶的背面
b. 在驅動電機蓋下面
c. 塑料和纖維帶的支架
d. 空心滾筒
e. 會堆積臟污或食物殘渣的地方。
2.4.11 必須制定和實施適合煙熏房和干燥爐的清潔程序,以保持其衛生狀況。
烤箱,煙熏房,烤盤和手推車上的廢料和污染應每天移除。該設備的所有表面,包括煙熏房內的排水溝,應每周進行清潔和消毒。
2.4.12 破損或磨損的輸送機和皮帶不可能有效清潔,必須更換
2.4.13 需要拆卸才能有效清洗的設備和機械必須按照制造商的指示拆卸,并在必要的范圍內確保清洗和消毒所有的部件和表面,包括難以到達的產品殘留物可以積累的區域。
清潔的設備部件在干燥時應放置在干凈的桌子、手推車或架子上,以防止其再污染。
2.4.14 當使用泡鞋池時,必須保持消毒劑的有效濃度,以便它們不會成為污染的來源
自動泡沫消毒劑噴霧可用于人,推車等進入生產區域的地板上。
2.5 干燥加工區和庫房的干式清潔
2.5.1 干燥的加工區和庫房必須保持干燥,并由專人用適當的干洗方法定期清理 。
干洗方法包括刷洗,刮擦,掃地,吸塵,用壓縮空氣吹干。 清潔方法應盡量減少灰塵和空氣污染的產生。
2.5.2 當使用吸塵器清潔時:
a. 濾芯必須定期更換
b. 集塵包更換時不能引起對產品和產品接觸面的污染。
c. 便攜式吸塵器不能在食品區域內拆卸清潔
2.5.3 產品,干料,包裝物等材料必須堆放、存放整齊。 必須有足夠的空間,以
便在儲存區域進行有效的清潔。產品,原料包材和其他物料應當離地存放
2.5.4 遺撒的物料必須立即清理并正確處置
2.6 熟制后區域和設備的清潔
暴露于環境的熟制的或即食食品處理區域 (處理、切片和包裝)區域 需要更嚴格的控制,包括有效執行清潔和消毒程序,以防止或盡量減少產品在熟制后處理階段的污染。 控制應特別有針對性,防止李斯特菌污染產品、產品接觸表面和加工環境。
2.6.1 產品接觸面和非產品接觸面、用具、設備、固定裝置和配件在以下情況下,必須徹底清洗和消毒
a. 在原料被處理和加工后
b. 在原料加工和即食產品加工之間
c. 每天結束后
在切片和包裝即食產品時,切片機、工作臺和其他食品接觸表面應在每天開始切片前噴灑無沖洗消毒劑,并在一天中按規定間隔消毒。
2.6.2 易于單核細胞增生李斯特菌生長的設備設施必須進行清潔和消毒。
2.6.3 在加工過程中不得對設施和設備進行濕式清潔(例如:管道沖洗),因為這會導致飛濺和產生可能污染產品和產品接觸表面的氣溶膠 .
2.6.4 包裝室必須在每天的操作結束時進行濕式清潔。
2.6.5 天花板必須定期清洗,以防止產品受到冷凝水和其他污染物的污染
2.6.6 由于清洗過程中使用熱水或蒸汽,導致在天花板和任何架空結構上的冷凝水必須在開始操作之前去除。
2.6.7 清潔設備和材料必須定期進行有效的消毒,使其不會成為污染源。
原料和即食食品加工區的清洗加工設備和設施應采用不同的清洗設備和材料。
2.6.8 當使用泡鞋池時,必須保持消毒劑的有效濃度,以便它們不會成為污染的來源。
自動泡沫消毒劑噴霧可用于人,推車等進入這個區域的地板上。
2.7 冷卻機和速凍機的清洗
2.7 .1 冰柜和冰柜必須保持整潔狀態。
2.7 .2 冰箱和冰柜必須定期清空,并清洗和消毒。
清洗冷庫的頻率取決于其用途和所儲存產品的類型。
用于冷卻熟制品或存放未包裝的即食產品的冷卻設備應比儲存包裝產品的冷藏、冷凍設施更經常地清洗和消毒(例如:每周)
清潔風扇、蒸發器和/或熏蒸房間的頻率應根據房間內加工的產品類型和環境監測的微生物結果來確定。在沒有微生物監測的情況下,風扇和蒸發器應至少每三個月清洗一次,同時,每當對冷庫或其制冷裝置進行實質性維護工作時,也應清洗。
用于回溫或冷凍產品的制冷裝置(即:風冷、 速冷裝置-而不是儲存冰柜)應定期清空和清洗(例如:每半年一次)。
2.8 空調制冷機組的清洗
2.8.1 空調機組的清潔盤管,風機,冷凝收集盤,排水管,通 風口必須定期清洗。
2.8.2 冷風管道系統的過濾器必須定期清洗或更換。
清潔頻率應考慮到工藝的性質和空調或制冷裝置所在區域內正在處理的產品類型。例如,處理原料的區域,應每月清理,但是對于即食食品(RTE)區域就需要更高頻次的清潔。 清潔程序的效果和清潔頻率是否足夠,可以通過環境監測方案進行驗證。
將冷空氣從制冷裝置輸送到通風口的管道不能用通常的手動方法有效地清洗和消毒。最好使用霧化機消毒。如果可能,霧化機應安裝在管道系統中,以便使消毒劑可以吹送到通風管道各處,并輸送到室內
2.9 清潔設施
設施必須每天清潔,并全天應保持衛生狀態。
2.10 清潔設備的維護和儲存
2.10.1 清潔工具和設備必須保持衛生狀態,不得將任何危險或異物引入任何成分、產品、包裝或產品接觸表面。
多孔和吸水性物品(例如。 抹布、 木制搬運工具)不應用于加工區,因為它們很難清洗,而且藏有細菌。 加工區域的清潔不應使用鋼毛。
清潔工具和設備應每天消毒(例如:浸泡在消毒劑溶液中 ),并保持良好的修復狀態。
2.10.2 用于產品和非產品表面 的工具必須進行區分(例如:刷子)(它們可以通過顏色編碼來區分)。
2.10.3 軟管在不使用時必須存放在卷筒或機架上。
2.10.4 清潔設備必須以衛生的方式存放在指定的設施中,遠離未經包裝的產品被處理、加工或儲存的區域。
2.11 去除垃圾
2.11.1 垃圾應當:
a. 收集在有固定標識及經過清洗的垃圾桶里
b. 保持在受控條件下,以確保它不會被當成適用于加工或適合人類消費的物料, 錯用或誤用
c. 以確保其不會成為其他動物材料或動物產品的污染源的方式處置。
2.11.2 廢棄物必須 每天從加工區清除。
垃圾不允許在加工區域內堆積,如果必要,在工作日,垃圾應當定時從加工區域內移除
2.11.3 加工區域內的垃圾桶,當被帶到衛生狀態較低的區域時,應當被清理和消毒后才能返回加工區域。
2.11.4 外面的垃圾箱必須被覆蓋,保持在一個整潔的狀態,并定期收集,以便它們不會吸引害蟲和產生令人討厭的氣味。
3 監控程序
3.1 操作人員或負責人必須定期檢查是否符合文件化程序和清潔消毒方案的有效性。監測頻率必須足以提供證據證明為清潔消毒方案是在有效執行中。
產品接觸面和設施的一般清潔標準是 :
a. 沒有可見的污染
b. 用手指擦拭工作面時,不會感到油膩
c. 用一張干凈的白面巾紙擦拭被清潔過的不銹鋼表面時不會被染色(不適用于電鍍的鐵和鋁)
d. 不能有可嗅聞到的令人排斥的氣味
e. 用濕法清潔后的干凈的表面不能有過多水漬
f. 清洗消毒后的表面的菌落總數應低于設定的最大值,這個數值取決于產品、加工階段和產品保質期。
很難對清潔消毒后的表面能夠留存的病原微生物可接受數值提出建議,因為這取決于產品、工藝、危險區域和所采取的清潔消毒措施的級別。食品廠房內清潔后表面的微生物指導依據區別很大,各種需氧平板計數的推薦水平包括:<2.5 cfu/cm2 ,<10cfu/cm2,和<100 cfu/cm2。建議對直接接觸熟制后或即食產品的表面設置較低的微生物最大允許限度。
最好是制定內部標準,以衡量既定的清潔消毒方案所能取得的成效。
Holah(2003年)提出的一個典型方法是,取一系列10個左右精心控制的消毒方案,其中包括保證洗滌劑和消毒劑濃度正確,固定的消毒作用時間,檢查水溫,壓力軟管設置為指定壓力,遵循消毒時間表等,上述程序后對表面微生物的水平進行評估。
平均結果將提供一個可實現的標準(或作為特定區域在其可清潔性方面有很大差異情況下的標準),這個指標既可用于當下,又可作為未來收集的后續數據的對照值。如果改變食品、工藝或衛生方案,就需要對標準進行審查。
除了確定清潔表面的APC水平,并測試與產品相關的加工環境中的特定病原體(例如:即食肉制品中的單核細胞增生李斯特菌)外,還應驗證清潔消毒方案的有效性。
4 糾正程序
當發生任何不符合清洗消毒方案的情況時,或當清潔和衛生方案被發現無效時,操作者必須采取糾正措施程序。糾正措施必須解決以下問題:
a. 恢復生產控制(重新清潔,增加監測 )
b. 受影響產品的識別和處置
c. 防止再次失去控制(例如:培訓員工,變更程序)
5 記 錄
a. 清 潔 記 錄
b. 班 前 檢 查 表
c. 清 潔 化 學 品 清 單
d. 微 生 物 實 驗 結 果
e. 培 訓 記 錄
f. 監視,糾正行為和驗證記錄
附件2
人員衛生清潔操作(推薦示例)
一、人員進入生產區域前衛生操作
(一)洗手消毒
員工進入生產車間前,需進行洗手(包括手臂的裸露部分)、消毒、干燥。直接接觸食物、食物接觸面及食品內包裝材料的員工,在工作前,以及在工作中雙手可能已經受到污染時,均應洗手、消毒;潔凈區和準潔凈區工作人員在洗手后,應使用消毒液泡手(按照消毒劑使用說明推薦的濃度和作用時間),或使用濃度為75%的酒精均勻噴灑手部或涂擦揉搓手部1~2遍,作用時間1分鐘)。
正確洗手步驟如下:
 (二)生產加工人員工作期間工作服、帽、鞋(靴)應穿戴整齊、防護完好。
(二)生產加工人員工作期間工作服、帽、鞋(靴)應穿戴整齊、防護完好。
(三)生產加工人員應避免可能造成食物污染的行為,如:對著裸露的食物打噴嚏或咳嗽。
(四)進入車間/庫房和外出公共場合時必須正確戴口罩。清潔作業區人員必須佩戴口罩、手套、帽子。在進行非生產相關活動(如用手打開/關閉門和清空垃圾箱)后,重新執行洗手消毒程序。
(五)口罩正確佩戴方法:

1.將口罩按箭頭方向拉開。
2.戴上口罩,將鼻夾部位朝上。
3.輕壓鼻夾條,使其貼合臉部。
4.將口罩下端拉至下顎,以保證大面積保護效果。
二、生產過程中的衛生管理措施,由生產企業根據產品過程控制的需要,自行制定。
三、過程中的傷害處置
如生產過程中出現任何傷害或傷口,必須立即脫離生產區域進行處理,防止血液或組織液污染食品或原料,或某些食品或原料中的微生物污染傷口。
四、在國際新冠肺炎疫情未解除期間,盡量阻斷新冠病毒傳播的措施
世界衛生組織推薦采用拉大生產線人員距離(人員間隔1米以上)的方式,預防食品行業中新冠病毒在人與人之間的傳播,特別在人員密集區域,應采取以下措施:
①只在加工線一側方向設置工作臺,從而使員工不存在面對面的情況;
②為員工提供個人防護用品,如面罩、發網(或帽子等)、一次性手套、醫用防護口罩、干凈的工服和工作鞋靴等;
③如果可能,可拉大工作臺間隔,或限制食品制備區的員工數量;
④將員工分為多個班組,減少班組間相互影響。
⑤鑒于當前進口冷鏈食品原料及其包裝表面可能受到病毒污染的情況,生區加工人員應盡可能加強防護,以減少人體直接接觸原料的機會。
 關注微信公眾號
關注微信公眾號
 訪問手機站
訪問手機站